以前很多新生嬰兒都是父母自己照顧,但是現(xiàn)在人們的生活水平提高和生活狀態(tài)也不一樣了,對于寶寶的的健康成長越來受到重視了[詳情]

瑞思邁呼吸機濕化器有什么用?瑞思邁呼吸機的濕化器通過加熱水箱中的水,將干燥氣流轉(zhuǎn)化為溫潤氣流,輸送至呼吸道,避免黏膜干燥引發(fā)的咽痛、鼻塞;濕化器能有效緩解干燥氣

呼吸機面罩襯墊多久換一次?瑞思邁呼吸機面罩襯墊多為硅膠材質(zhì),長期使用會出現(xiàn)老化、變形,通常建議2-3個月更換一次;針對昆明潮濕氣候,若襯墊清潔不及時易滋生霉菌,

短視頻推廣效果評估需超越播放量、點贊量等表面數(shù)據(jù)。本文構(gòu)建了包含內(nèi)容吸引力、互動質(zhì)量、流量質(zhì)量、轉(zhuǎn)化效果和成本效率的五維評估體系,結(jié)合不同推廣目標(biāo),深度剖析了完

停車場標(biāo)線如何規(guī)劃?停車場標(biāo)線規(guī)劃需先確定車位尺寸,根據(jù)常見車型設(shè)置標(biāo)準(zhǔn)車位(寬2.5米、長5.3米),同時預(yù)留足夠的行車通道(寬度不低于4米),避免車輛轉(zhuǎn)彎困

傳統(tǒng)黑色瀝青單調(diào)沉悶,而彩色瀝青混凝土通過采用脫色瀝青或淺色膠結(jié)料+無機顏料,賦予路面紅、藍、綠、黃等多種色彩,廣泛用于城市綠道、公交專用道、學(xué)校區(qū)域、景區(qū)步道

西安資質(zhì)代辦標(biāo)準(zhǔn)中要求的凈資產(chǎn)通常申請時建筑企業(yè)提交當(dāng)期或上年度報告用于證明,財務(wù)報告中的凈資產(chǎn)低于資質(zhì)標(biāo)準(zhǔn)要求。

選實訓(xùn)考核裝置如何避坑?昆明實訓(xùn)考核裝置批發(fā)廠家,產(chǎn)品參數(shù)清晰,功能有明確說明,且支持現(xiàn)場試用,讓采購方直觀了解裝置性能。我們作為本地正規(guī)昆明實訓(xùn)考核裝置批發(fā)廠
選實訓(xùn)考核裝置如何避坑?昆明實訓(xùn)考核裝置批發(fā)廠家,產(chǎn)品參數(shù)清晰,功能有明確說明,且支持現(xiàn)場試用,讓采購方直觀了解裝置性能。我們作為本地正規(guī)昆明實訓(xùn)考核裝置批發(fā)廠家,每批產(chǎn)品都經(jīng)過嚴格檢測,確保功能正常、質(zhì)量達標(biāo)。批發(fā)價格公開透明
短視頻推廣效果評估需超越播放量、點贊量等表面數(shù)據(jù)。本文構(gòu)建了包含內(nèi)容吸引力、互動質(zhì)量、流量質(zhì)量、轉(zhuǎn)化效果和成本效率的五維評估體系,結(jié)合不同推廣目標(biāo),深度剖析了完播率、用戶互動質(zhì)量、獲客成本等核心指標(biāo)的重要性,并提供了實際應(yīng)用案例,助力企業(yè)實現(xiàn)更科學(xué)的數(shù)據(jù)驅(qū)動決策。

中央空調(diào)回收利用是符合國家的環(huán)保節(jié)能的理念的,因為現(xiàn)在有很多家庭都已經(jīng)是安裝了中央空調(diào),而人們對于中央空調(diào)也是越來越喜愛,這種空調(diào)是需要有一定的保養(yǎng)方法的,也能夠去延長使用的時間,那么這種類型的空調(diào)到底如何保養(yǎng),要如何延長中央空調(diào)的使用時間呢,下面再為大家具體介紹一下。怎樣延長中央空調(diào)的使用時間?

電子 DIP(雙列直插)插件加工廠在現(xiàn)代電子制造業(yè)中占有重要地位,主要負責(zé)生產(chǎn)和加工各種電子元件,特別是用于傳統(tǒng)電路板的插件元件。以下將詳細探討電子DIP插件加工廠的優(yōu)點。
寰寰貓舍是WCF,TICA雙認證專業(yè)貓舍,本貓舍貓咪性格溫順,血統(tǒng)純正,自主繁育,售后系統(tǒng)完善,終身免費疫苗,歡迎愛貓人士選購!
 廢舊電纜回收價格是多少,河北電纜回收廠
廢舊電纜回收價格是多少,河北電纜回收廠廢舊電線電纜回收價格.河北物資回收公司再應(yīng)用的作用是任何其余行業(yè)所無法代替的。 經(jīng)濟興旺國度把物資回收再應(yīng)用行業(yè)看作朝陽產(chǎn)業(yè)。隨著我國經(jīng)濟的疾速開展,技巧的進步,更新?lián)Q代的減速,會有越來越多的商品失去運用價值變成廢舊商品,進入廢舊商品回收再應(yīng)用階段。

母線槽在生產(chǎn)的時候使用價格低廉質(zhì)量不過關(guān)的絕緣材料,切絕緣材料有針孔、厚薄不均勻,就會導(dǎo)致母線槽在使用中出現(xiàn)故障。在安裝母線槽時有垃圾進入母線槽的殼體中,當(dāng)這些垃圾在受潮時就會造成母線槽短路。 那遇到母線槽短路故障如何解決?

為了吸引更多的顧客和游客,網(wǎng)紅夜市還設(shè)立了互動體驗的主題商鋪。這些商鋪提供各種刺激和有趣的活動,同時也離不開燈光亮化設(shè)計的幫助。顧客們可以在這些商鋪中玩得盡興,享受到獨特的購物體驗,那么利用燈光亮化設(shè)計如何打造吸睛網(wǎng)紅夜市?

EMC(電磁兼容性)濾波器是一種用于電磁干擾(EMI)的電子元件,廣泛應(yīng)用于各種電子設(shè)備中,以確保設(shè)備在其電磁環(huán)境中正常工作,同時不對其他設(shè)備造成干擾。EMC濾波器的主要功能是減少設(shè)備發(fā)出

銅仁西服定做講講西服根據(jù)制作方式嚴格來說分為三種,Bespoke(定制)、MTM(半定制) 和RTW(成衣)。Bespoke是的純定制要求一件衣服上至少有五十個小時以上的手工活。而且量體打版、裁剪、制作都需要由一個人完成,非常依賴單個師傅的手藝,定做下來一趟價格價格不菲。

在校園中,旗桿的高度不僅關(guān)系到視覺效果,還關(guān)乎校園文化的傳達與氛圍的營造。因此,合理選擇旗桿的高度是一個值得深入思考的問題。以下從幾個方面分析校園旗桿的合適高度。

買智能鎖最怕的是什么?是本想買臺貴點的,希望它能質(zhì)量好點、售后好點;但現(xiàn)實中,太多的事與愿違,結(jié)果卻是更加的糟心。事實上我們也同樣不想拋開品質(zhì)和服務(wù)談價格,這樣既欺騙客戶也欺騙自己。所以我們把最新上市的3D人臉識別款率先承諾“三年換新”,給選擇它的客戶一個安心的定心丸。

不干膠印刷如何安裝色序?彩色不干膠印刷產(chǎn)品有滿版實地,又有文字、線條、圖案。印刷的色序首先印文字、線條、圖案,然后再把滿版實地放在上機印刷,這樣可以避免由于不干膠紙厚,印跡未干時紙張相互碰撞擦壞、背面粘臟的現(xiàn)象。

車牌識別設(shè)備(LPR,License Plate Recognition)在現(xiàn)代交通管理和監(jiān)控中發(fā)揮著重要作用,為了確保其正常運行和準(zhǔn)確識別,正確的調(diào)試是必不可少的。以下是車牌識別設(shè)備調(diào)試的基本規(guī)定與步驟。

重型貨架的結(jié)構(gòu)非常的簡單,它不像自動化倉儲貨架設(shè)備那樣需要用到大量的自動化設(shè)備,整個重型貨架都是由橫梁和立柱片以及托盤這幾個部分組裝而成的。
停車場標(biāo)線如何規(guī)劃?停車場標(biāo)線規(guī)劃需先確定車位尺寸,根據(jù)常見車型設(shè)置標(biāo)準(zhǔn)車位(寬2.5米、長5.3米),同時預(yù)留足夠的行車通道(寬度不低于4米),避免車輛轉(zhuǎn)彎困難。
西安資質(zhì)代辦標(biāo)準(zhǔn)中要求的凈資產(chǎn)通常申請時建筑企業(yè)提交當(dāng)期或上年度報告用于證明,財務(wù)報告中的凈資產(chǎn)低于資質(zhì)標(biāo)準(zhǔn)要求。
大米包裝袋如何選?看材質(zhì)厚度與密度:質(zhì)優(yōu)大米包裝袋材質(zhì)厚度需≥8 絲(1 絲 = 0.01mm),且經(jīng)緯密度高(如每平方厘米紗線數(shù)≥20 根),用手拉扯袋身不易變形;可要求廠家提供材質(zhì)參數(shù),避免用薄款材質(zhì)(<6 絲)生產(chǎn)的包裝袋。

隨著科技的不斷進步,各類研究活動日益增多,實驗室作為科研活動的重要場所,其設(shè)計合理與否直接影響到科研效率及成果的質(zhì)量。本項目旨在設(shè)計一個現(xiàn)代化的科研實驗室工程,以滿足多學(xué)科、多領(lǐng)域的研究需求,提升科研人員的工作體驗和效率。
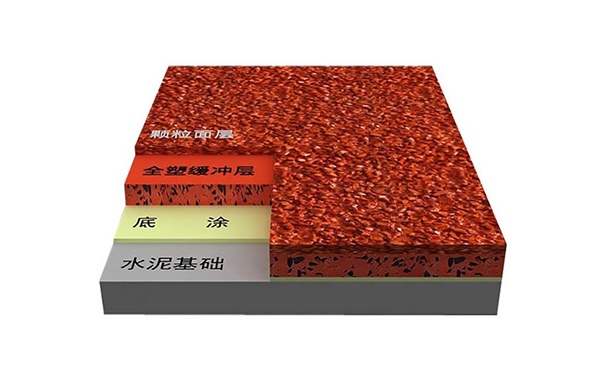
貴州塑膠跑道講講學(xué)校和體育館都在使用戶外塑膠跑道。戶外塑膠跑道的優(yōu)勢高安全性可以防止摔倒造成的運動損傷,還可以適度吸收腳步的沖擊,減少運動損傷,適合長期訓(xùn)練和比賽。

酒店標(biāo)識牌以金屬、木質(zhì)材料為主,但工藝流程相對醫(yī)院、校園、機關(guān)、寫字樓標(biāo)識的制作材料來說較為凌亂,運用的材料也比較多,多注重實用性與觀賞性的結(jié)合。一般有戶外的鋼板鏤空發(fā)光的精神堡壘,大堂內(nèi)亞克力發(fā)光標(biāo)識,大堂背景板的金屬背光精工標(biāo)識,大堂導(dǎo)視吊楣牌,公示牌,樓層分布牌,電梯牌,樓層牌,消防疏散牌,門牌等等,具體制作材料因不同要求而選取。
瑞思邁呼吸機濕化器有什么用?瑞思邁呼吸機的濕化器通過加熱水箱中的水,將干燥氣流轉(zhuǎn)化為溫潤氣流,輸送至呼吸道,避免黏膜干燥引發(fā)的咽痛、鼻塞;濕化器能有效緩解干燥氣候帶來的不適,讓過程舒適,也能減少因呼吸道刺激導(dǎo)致的設(shè)備停用,確保使用效果穩(wěn)定。
小葉紫檀生長緩慢、質(zhì)地堅硬,硬度為木材之首,系稱“帝王之木”,非一般木材所能比。開料后有檀香味,呈橘紅色,氧化后變?yōu)樯詈稚詈笞優(yōu)樽仙患y理細密,變幻多樣。凹凸傳奇帶你了解“帝王之木”印度小葉紫檀:

在水泵運行過程中,監(jiān)測軸承狀態(tài)是確保設(shè)備正常運行和延長使用壽命的重要環(huán)節(jié)。以下是一些常用的監(jiān)測方法和工具:

船舶定位導(dǎo)航與接收機的搭配使用是現(xiàn)代航運中不可或缺的技術(shù),尤其是在復(fù)雜的海上環(huán)境中。定位導(dǎo)航系統(tǒng)能夠確保船舶在海洋中航行時,準(zhǔn)確掌握自己的位置、航向、速度等信息,從而保障航行安全。

清污機如何選?要求廠家提供清污機的 “處理量 - 能耗比” 參數(shù)(如每處理 100 立方米污水的耗電量),質(zhì)優(yōu)設(shè)備處理量與能耗應(yīng)成合理比例(如處理量每增加 10%,能耗增幅不超過 8%);若參數(shù)模糊或能耗過高,需謹慎選擇。

在降水打井作業(yè)中,安全始終是重中之重。特別是在城市或郊區(qū),地下電纜縱橫交錯,稍有不慎就可能造成電纜損壞,引發(fā)停電、通信中斷甚至更嚴重的安全事故。因此,在進行降水打井前,須采取一系列措施,確保作業(yè)過程安全、有序,有效避開地下電纜。

濃縮的鹽酸會形成酸霧。酸霧和鹽酸溶液都對人類組織有腐蝕性的效果,并有損害呼吸器官、眼睛、皮膚和腸道的可能。鹽酸可與常見的氧化劑,例如次氯酸鈉(漂白劑,NaClO)或次氯酸鈣(Ca(ClO)2)等發(fā)生氧化還原反應(yīng),產(chǎn)生有毒的氯氣氣體,少量吸入會導(dǎo)致不適。

因此,聯(lián)想企業(yè)科技集團針對中國相關(guān)企業(yè)單位對大容量、高密度的存儲服務(wù)器的需求,沈陽聯(lián)想服務(wù)器代理?推出Lenovo ThinkServer DN8836,在4U機箱內(nèi)提供36個大容量硬盤位,同時滿足了運算和存儲的要求,?并實現(xiàn)了價格/存儲空間比,是冷數(shù)據(jù)存儲、視頻監(jiān)控、云存儲、大數(shù)據(jù)和CDN應(yīng)用的選擇。

空調(diào)安裝電壓不穩(wěn)怎么解決?針對電壓波動較大區(qū)域,推薦安裝全自動穩(wěn)壓器(功率匹配空調(diào),如 1.5 匹空調(diào)配 2000W 穩(wěn)壓器),穩(wěn)壓器能將電壓穩(wěn)定在 220V±5% 范圍內(nèi),避免海信空調(diào)因電壓過低無法啟動、電壓過高燒毀電路。

高壓電纜的阻燃措施是確保電力系統(tǒng)安全、預(yù)防火災(zāi)和減少火災(zāi)損失的重要手段。在高壓電纜的設(shè)計、生產(chǎn)和安裝過程中,采取有效的阻燃措施,能夠顯著降低火災(zāi)發(fā)生的風(fēng)險。以下是一些主要的阻燃措施:
珍珠棉和PP棉是兩種常見的包裝材料,它們在保護和緩沖物品方面有著廣泛的應(yīng)用。雖然它們在外觀和手感上有些相似,但實際上它們具有不同的材料特性和用途。
?polo衫的發(fā)展穿好的秘訣是什么 ??相信很多男士都polo衫,它是僅次于西裝,深受眾多男士喜愛的服裝單品,穿的人多,但真正了解它的人卻很少,

山藥茯苓草本膏是一種結(jié)合了山藥、茯苓以及其他中藥材(如薏苡仁、芡實、蓮子等)制作而成的草本膏體。利水消腫:山藥茯苓草本膏能有效促進身體代謝,加快體內(nèi)水分的排出,有助于緩解水腫癥狀。

白皮松苗木的種植方法可以按照以下步驟進行,確保清晰且詳細地分點表示:1.種子處理采集:選擇健康、生長良好的20~60年生的林木作為采種母樹。當(dāng)球果由綠變黃綠色時(9-10月),即可采種。